- +91-22-6215 4050
- info@ariprus.com

Connected OEM Products
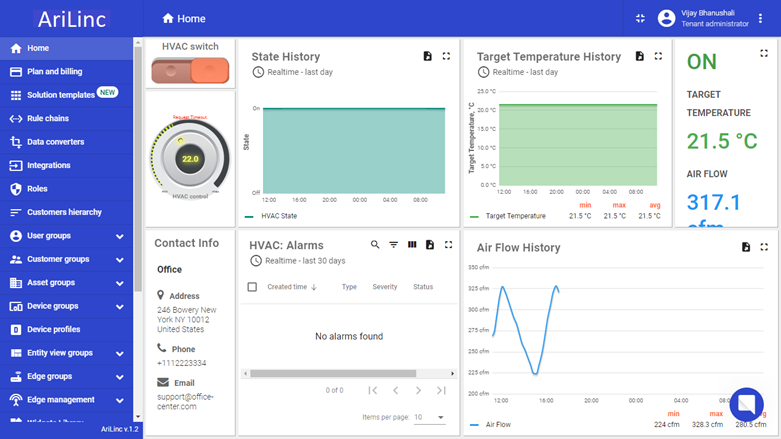
Digitization enables manufacturers to improve the performance of their service operations through remote connectivity and enables predictive maintenance; continuous uptime; rapid service response; and the opportunity to offer incremental, revenue-producing products and services.
Key Use Case of IoT:
- Collect and analyze detailed product performance parameters under specific operating conditions before the products are sold to customers as part of quality assurance/quality control (QA/QC) cycle for quality purposes
- Collect and analyze specific product performance feedback during the actual performance at the customer location for aftermarket services and proactive maintenance
- Collect health parameters for the quality inspection of devices to ensure their regular maintenance and calibration; and to maintain their history for audit readiness
Business Benefits – This results in better customer service, and the promise of customer retention for any future purchases. The Sale of Genuine parts is enhanced resulting in increased share of after sales revenue. Further, the data collected from these sensors have the long-term benefit in product management and New Product Development.